
Високоскоростен печат: вашите възможности
Когато става въпрос за високоскоростен печат, трябва да се вземат предвид две неща - хардуер и софтуер. Хардуерът е механичната структура на принтера, а софтуерът е фърмуерът, който управлява устройството.
Хардуер
Нека да започнем с хардуера. Повечето бюджетни принтери използват ролкови лагери за задвижване. Това са малки гумени колелца, които се поставят в жлебове в алуминиеви профили. Те са евтини и сравнително лесни за инсталиране, а поддръжката им също е сравнително лесна. Проблемът обаче е, че те могат да се изместят, когато са хлабави, и да се залепят към алуминия, когато са прекалено затегнати, така че с течение на времето те ще се нуждаят от известно регулиране или точността на размерите ще пострада и ще се появят много артефакти при печат, колкото по-високи са тези скорости.

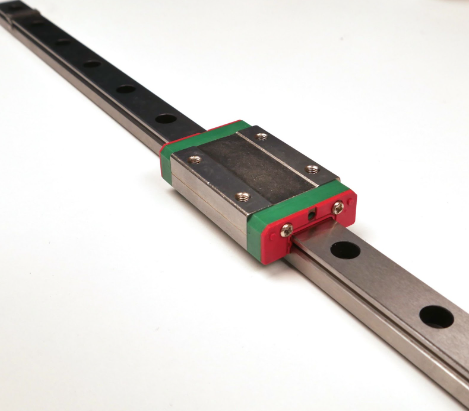
Модернизацията към други форми на управление на движението би могла да бъде много полезна, например с линейни лагери или линейни релси. Това са варианти с ниско ниво на триене, които не изискват затягане на прътите или релсите. Изисква се много малка поддръжка, най-често само почистване и смазване. Линейните лагери са сравнително евтини, докато цената на линейните релси може да бъде малко по-висока. Те са обаче изключително твърди и се смятат за правилния избор при високоскоростен печат. Те често се срещат по осите X и Y на машините CoreXY, понякога може да ги намерите дори по оста Z, например при принтер Voron Switchwire, който има система за движение CoreXZ.
Намаляването на теглото на движещите се части също може да помогне за намаляване на вибрациите. Колкото по-тежки са те, толкова по-голяма инерция създават и толкова по-големи са силите, които генерират при ускоряване и спиране. Заменете стъклената плоча, ако използвате такава, и вземете хубава, по-лека и много ефективна PEI плоча. Някои декартови принтери са особено засегнати от вибрациите, тъй като леглото им е изработено от дебела алуминиева плоча. Това не е така при други "картезиански" принтери. Пластината на принтерите от фамилията Ender 5 например се движи само по оста Z и това се използва само за смяна на слоеве и Z-скокове, а не за действителни движения при печат.

Същото важи и за хотенда. Разполагате със система за директно задвижване с голям стъпков двигател, който задвижва екструдера? Това не е оптимално. Можете да изберете стъпков двигател тип "палачинка", който да го замени, или още по-добре - лек екструдер с малък двигател като Bondtech LGX Lite.
Наличието на Bowden е по-благоприятно за намаляване на вибрациите поради малкото им тегло, но този тип хотендове имат и други проблеми.

Фърмуер
Това са промените в хардуера. Но какво ще кажете за фърмуера? Тук нещата стават по-сложни. Съществуват няколко възможности. По принцип за целта се използва Raspberry Pi, на който е инсталиран фърмуерът и който е свързан с дънната платка на принтера.

Накратко, цялата изчислителна мощ се използва от Pi, а вашата оригинална платка отговаря само за изпълнението на командите. Klipper разполага с някои съществени предимства пред обичайния фърмуер Marlin, който се намира в много принтери днес. Първо, Raspberry Pi имат много по-голяма изчислителна мощ от обикновените дънни платки и могат да поддържат много нови или подобрени функции на фърмуера, като например Pressure Advance. Освен това те могат да хостват интерфейс, с който да взаимодействат чрез вашия браузър, като използват вградения в Raspberry Pi Wi-Fi и Ethernet порт. Klipper, от друга страна, използва конфигурационни файлове за управление на дънната платка и всички нейни функции. Просто отваряте този текстов файл в уеб интерфейса и адаптирате инструкция към него, след което го запазвате и рестартирате. Всичко е готово при рестартиране, без SD карти и без да се налага да се ровите в стотици редове и десетки страници фърмуер: cfg файловете са много кратки и компактни. Pi има и USB портове, към които можете да свържете уебкамера, за да наблюдавате принтирането, когато сте в друга стая. Мобилните приложения също могат да се свързват с Klipper, за да наблюдават печатането в движение.
Но функцията, която предизвиква най-голям отзвук в общността на 3D печата, е оформянето на входа. Това е функция, която измерва резонансните честоти на принтера при движението му и ги компенсира по време на печат. Когато печатащата глава се ускорява или забавя, тя генерира определена честота на вибрации и оформянето на входа компенсира тези нежелани вибрации, като ви позволява да увеличите значително скоростта. Най-известните принтери с фърмуер Klipper, които използват оформяне на входа, са серията Voron.
Това звучи чудесно, нали? Абсолютно, но има само една пречка - предвид проблемите с доставките през последните няколко години и недостига на чипове, Raspberry Pi стана доста скъпо устройство и често има дълги периоди на чакане, за да се сдобиете с него. Друг проблем е, че настройката на Pi с Klipper не е много лесна, макар че има чудесни ръководства онлайн за това.
И така, какво можете да направите?
Ами, има различни възможности. Първата е основна платка, която съдържа вторична платка, която работи точно като Pi. Друг вариант би била серията Manta от BIGTREETECH. Платката CB1 просто се закрепва към дънната платка Manta, а процесът на инсталиране е подобен на този на обикновения Raspberry Pi. Въпреки че е много по-евтина, все още има много неща, които трябва да направите, за да заработи: инсталирайте системния образ на Pi, инсталирайте Kipper с Kiauh, получете SSH достъп, след това компилирайте фърмуера. Въпреки че кривата на обучение не е стръмна, за човек, който не е запознат с тези неща, тя може да изглежда обезсърчителна.
Следващата опция е Klipper Pad и ние имаме две в магазина - Creality Sonic Pad и FLSUN Speeder Pad. Към момента на писане на този текст Creality Sonic Pad има 21 предварително конфигурирани профила, предимно за собствените си принтери, но също и за Prusa Mini. Същественото при Sonic Pad е, че продуктът ще поддържа всеки принтер, който има процесорните чипове, използвани в тези 21 профила. Ender 3 S1 може да използва STM32F104, както и много други принтери също използват този чип, като например Artillery Sidewinder X1 и X2, които използват дънна платка Ruby. Така че този принтер е съвместим и със Sonic Pad.

Въпреки че има множество принтери, съвместими със Sonic Pad, той не е подходящ за всички. Едно забележително изключение е SKR Mini E3 V3.0, който е най-подходящият ъпгрейд на дънната платка за серията Ender, тъй като е със същия размер като оригиналната платка, така че е наистина лесен за инсталиране и настройка. Тя използва STM32G0B1, която, за съжаление, не е включена в списъка.
За да разберете кои чипове са съвместими със Sonic Pad и как да го инсталирате за вашия принтер, направихме видеоклип по темата, който можете да намерите тук.
Има ли други възможности освен тези сензорни екрани? Е, точно тук трябва да споменем фърмуерът на Marlin. Може би сте запознати с Marlin, на който се основава почти целият фърмуер за бюджетни 3D принтери. Той е с отворен код, безплатен за изтегляне и подходящ за много основни платки на принтери. Marlin 2.1.2 беше пуснат през декември 2022 г. и ние го тествахме на някои принтери с голям успех. Вижте нашия видеоклип за него тук.
Настройката на Marlin е малко по-трудна от настройката на Sonic Pad, но за щастие в интернет има много ръководства, които могат да помогнат за това, а Marlin предлага предварително конфигурирани профили на фърмуера за много принтери. Просто погледнете тук.
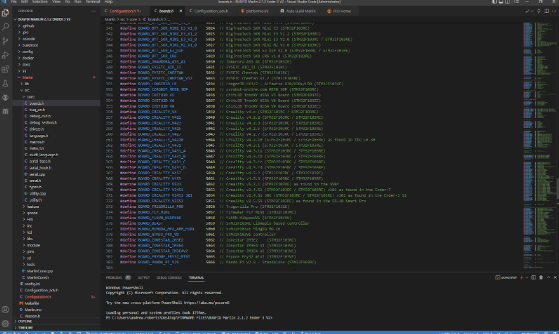
За да конфигурирате Marlin, първо ще ви трябва програма, с която да го редактирате. Съществуват няколко такива, но ние препоръчваме Visual Studio Code.
Ще ви трябва и разширение на IDE, наречено PlatformIO, което да позволи редактирането. Можете да го намерите в страничната лента с разширения на VSCode. След като се сдобиете с него, ще ви е необходимо ново копие на Marlin. Пач за Marlin 2.1.2 може да бъде намерен тук.
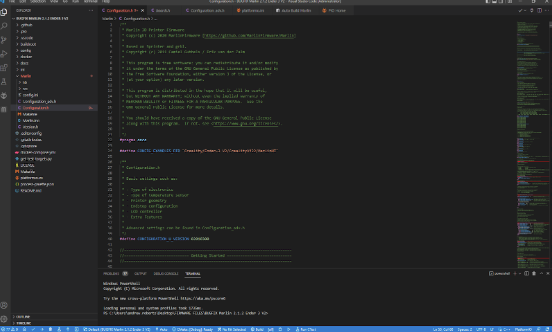
Изтеглете всичко и отворете папката във VSCode. Там можете да изтеглите един от предварително конфигурираните профили. Най-важните части са файловете configuration.h и configuration_adv.h и те могат да бъдат копирани в папката Marlin, за да се презапишат немодифицираните версии там. Ако не сте модифицирали принтера си по никакъв начин, например чрез смяна на части, тогава първоначалната конфигурация е завършена. Въпреки това са необходими няколко теста, за да заработи INPUT SHAPINGна Marlin. На първо място, активирайте INPUT SHAPING във фърмуера. За да направите това, отворете VSCode с фърмуера, отидете на configuration_adv.h в страничната лента, потърсете с Ctrl+F, напишете "input shaping" и ще бъдете отведени до съответния раздел. Актуализирайте (откоментирайте) редовете:
//#define INPUT_SHAPING_X
и
//#define INPUT_SHAPING_y
Актуализирането в случая просто означава премахване на двойната наклонена черта, която третира всичко след същия ред като коментар, а не като команда.
Ако използвате дисплей като LCD12864 (дисплеят по подразбиране на Ender 3), би било добре да промените и този ред:
// #define SHAPING_MENU
Това осигурява опция в менюто за фина настройка на стойностите на входното оформяне, което прави конфигурирането много по-ефективно, тъй като не е необходимо да се редактира фърмуерът всеки път, когато се променя стойността.
След като оформянето на входа е активирано във фърмуера, можете да го компилирате. Не е достатъчно да изберете правилната конфигурация, тъй като много принтери имат различни дънни платки и дори тези дънни платки могат да имат различни процесори.
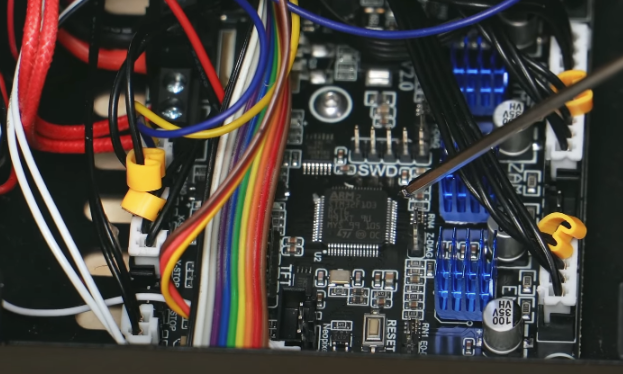
Например, Ender 3 V2 може да има дънна платка с версия 4.2.2 или дънна платка с версия 4.2.7, а платката с версия 4.2.2 може да има чип STM32F103 или чип GD32F303. Отидете на страницата Configuration.h в страничната лента, въведете отново Ctrl-F и потърсете #define Motherboard, за да намерите правилния ред. За платка Creality v.4.2.2 или V4.2.7 е лесно да промените реда на:
#define MOTHERBOARD BOARD_CREALITY_V4
За други принтери може да не се наложи да променяте нищо, но правилните стойности за дънните платки, използвани от Marlin, се съхраняват в страницата boards.h. За да намерите необходимите стойности, отидете в страничната лента и щракнете върху "src", след това "core", след това "boards.h", където ще намерите списък на използваемите платки. Просто потърсете тази, която е монтирана във вашия принтер.
След това трябва да изберете правилната точка. В страничната лента щракнете върху platformio.ini и ще откриете от първите редове:
default_envs = [CORRECT CHIP]
Можете да напишете правилния чип там (не забравяйте, че името на модела му е отпечатано върху чипа на дънната платка), удобно с опцията за автоматично попълване на VSCode.
Това е всичко. Вече сте готови. Остава само да компилирате фърмуера и да го копирате на SD картата си. За да направите това, отидете в долната част на екрана във VSCode, намерете иконата с отметка, щракнете върху нея, за да накарате VSCode да провери фърмуера. Винаги могат да се промъкнат грешки тук и там, а тази проверка ви казва точно къде са проблемите. След минута фърмуерът се компилира и ще намерите файла с фърмуера в папката с фърмуера, която сте изтеглили, в директорията:
[FIRMWARE FOLDER] \.pio\build\ [CHIP MODEL] \
Това е файлът .bin, който ви е необходим. За някои карти просто трябва да преименувате файла на firmware.bin. Преди да копирате този файл на SD карта, препоръчваме да форматирате SD картата. След като направите това и файлът .bin е на картата, просто я поставете в принтера и го включете. Промяната на фърмуера отнема само около 10 секунди или по-малко. Ако се покаже само празен екран и нищо не се промени, нещо се е объркало, вероятно това се дължи на проблем със съвместимостта на фърмуера, в който случай ще трябва да проверите дали е избран правилният модел карта и чип. Може да се наложи също така да проверите кои драйвери са избрани във фърмуера и да се уверите, че те съответстват на дънната платка.
Отсега можете да започнете тестването!
Намерете добро ръководство за тестване тук.
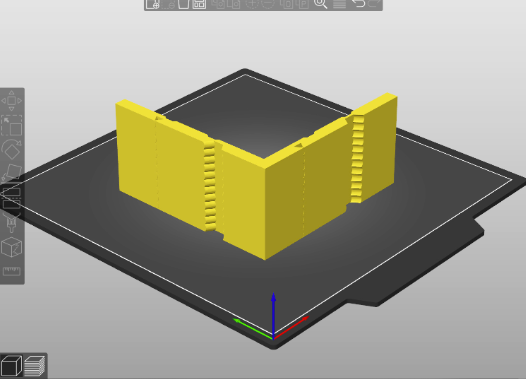
Изтеглете и разпечатайте Ringing Tower stl тук.
За тази цел бихме ви препоръчали Prusa Slicer, тъй като той ви позволява да редактирате командите Gcode за всеки слой. Това е важно, тъй като тук става въпрос за тестване на честоти между 15Hz и 60Hz. За да направим това с едно принтиране, трябва да променим честотата за всеки слой. За да направим това, можем да използваме командата Gcode:
"M593 F{(layer_num < 2 ? 0 : 15 + 45.0 * (layer_num - 2) / 297)} ; Hz Input Shaping Test"
Посочете този код в раздела "Настройки на принтера" > След смяната на слоя G-Code в Prusa Slicer. Отпечатайте файла с активирана функция Spiral Vase (Спирална ваза), с височина на слоя 0,2 mm и висока скорост. Опитахме с 250 mm/s за Ender 3, а с машина CoreXY или Delta можете да работите още по-бързо. Уверете се, че всички настройки за ускорение или други настройки, които могат да повлияят на скоростта, са изключени. Една от настройките, която лесно се пренебрегва, е минималното време на експозиция в настройките за охлаждане. В настройките на принтера се уверете, че настройките на машината са настроени на "Игнориране". Не е необходимо да настройвате и ориентацията на модела, освен ако не използвате принтер CoreXY. В такъв случай коригирайте ориентацията с 45 градуса.
След като разпечатката е завършена, ще можете да видите как различните честоти са повлияли на звъненето на всеки слой за осите X и Y. Изберете слоя, в който се е появил последният пръстен, и направете измерване от основата до този слой. След това можете да въведете тази стойност тук в калкулатора TH3D, за да разберете какви стойности съответстват за входното оформяне. Въпреки това препоръчваме да повторите теста, за да бъдете изчерпателни.
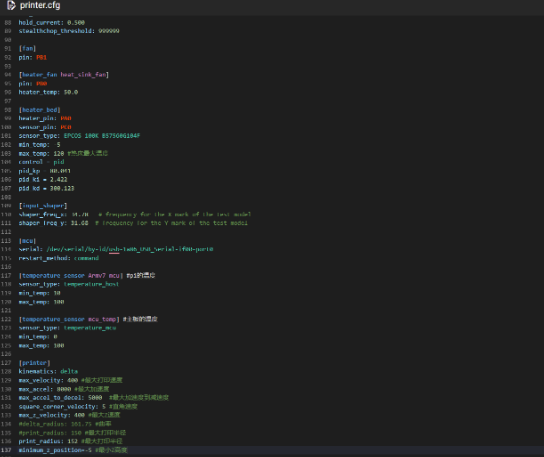
След това можете да въведете стойностите във фърмуера. В нашия случай, при Ender 3 V2, получихме честота от 56,36 за ос X и 45,00 за ос Y. Така че нашият фърмуер изглежда по следния начин:
#define SHAPING_FREQ_X 56.36
#define SHAPING_FREQ_Y 45.00
Честито! Фърмуерът е готов! Препоръчваме да активирате linear advance, ако той все още не е активиран. Много принтери все още не използват тази функция, което е жалко, тъй като тя значително подобрява качеството на печата при много промени в скоростта или внезапни промени в посоката. Картите Creality имаха проблем със съвместимостта, който за щастие вече е разрешен. Майкъл от Teaching Tech има тук отлично ръководство за linear advance.
Със стандартния Ender 3 V2 най-добрата скорост на печат е около 150 mm/s, но чрез замяна на екструдера и хотенда са възможни дори по-високи скорости, тъй като екструдерът и хотендът на Ender 3 V2 всъщност не са проектирани за тези високи скорости и дебити. Изборът на екструдер и хотенд зависи от вашия принтер, но ако желаете да опитате принтер от серията Creality Ender, Sprite Extruder Pro все още е добър вариант. Той съчетава екструдер с директно задвижване и хотенд с максимална температура от 300°C, което ви позволява да отпечатвате по-голямо разнообразие от филаменти. Можете също така да надградите до нещо малко по-мощно, като например Hemera, който можете да монтирате и с Volcano Block.
Изпробвали ли сте някога Marlin 2.1.2 с оформяне на входа и Sonic Pad на Creality? Кое според вас работи по-добре? Споделете с нас, като коментирате в нашия канал в YouTube, където редовно публикуваме ревюта, оригинални проекти и съвети и трикове!
Подходящи продукти

От нашия блог:
Открийте 3DJake:
-
Безплатна доставка в България над 169.00 лв.
-
Безплатно
връщане Повече от 8.650 продукта
Сигурно плащане
със SSL-криптиране
